



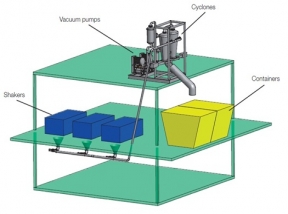
The 11111111111basic principle of its operation is borrowed from Pneumatic Conveying System. Waste-materials are deposited into the suction inlets in a closed-pipe system, the wastes are then drawn up into the containers which alternately suck and discharge the wastes.
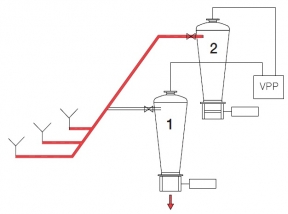
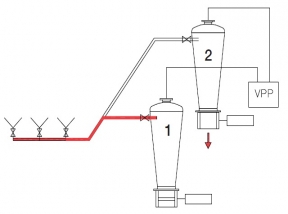
These units consist of two tanks, which work in sequences. The liquid ring pump creates vacuum in one of the tanks, which again generates a high velocity air stream in the pipe connection to the shaker. The cuttings are continuously conveyed into this tank. When the first tank is full, the pump creates vacuum in the second tank and the air flow changes to the second tank. The wastes are then conveyed into the second tank. When the vacuum is released in the first tank and the wastes are discharged into the container, the process reverses. There are no valves with mechanical contact to the products. Changes of the flow direction are done only by the airflow.
There are no moving parts in the system. There is no high pressure in pipes and tanks, only vacuum. This design provides maximal security during the operation. This provides continuous and secure transport.
This unit replaces the more traditional transport solutions, which are both unstable and bulky.
The unit is fully automatic and has a modular design, which can be adapted to deliver precisely the right backup capacity.
Financial aspects must always be kept in mind when contemplating taking the CCNA DevNet exam cost as a gateway into new opportunities. Beyond exam fees alone, additional expenses such as study materials, practice exams and training resources could arise for successful preparation. However, the potential return is considerable; tech industry transformation is underway at an incredible speed, putting an increased emphasis on automation, programmability, and software-defined networking (SDN). Professionals holding the CCNA DevNet certification are well-equipped to respond to rapidly shifting networking demands and drive innovation within networking and development. In essence, taking the exam represents an investment in your career development by equipping yourself with valuable and future-proof skills that give a competitive edge and future-proof skill sets.
Click here to find out more info about CCNA Devnet exam dumps.
![]()
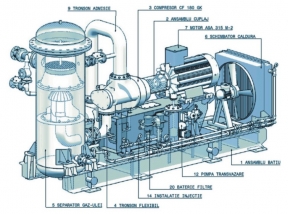
Our Screw Gas Compressors have been designed with flow capacity up to 2,500 m3/h for different application and industries such as Refrigeration, Natural Gas and Refineries.
Depending on the application the unit will use either Screw or Centrifugal type rotors with discharge pressure of (3-15) barg.
Our turnkey units can handle a big range of gases such as air, nitrogen, hydrogen, carbon dioxide, natural gas and other hydrocarbons in indoor, outdoor or explosive areas (ATEX).
Main Application Ranges :
- Natural gas compression on the piping transport network
- Natural gas compression for process installations
- Well gas recovery, compression and transport
- Natural gas supply systems (booster) for gas turbine engines
- Compression of gases CO2 , N2 or gases compounds
- Gas compressor for Dry Methane
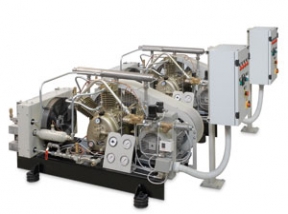
High Pressure & Booster Compressors
Also in order to meet most of the market requests, we offer a series of boosters for compressing gases such as NITROGEN, CO2, LPG and HYDROGEN with maximum discharge pressures of 45 barg.
The units come in both Piston & Screw type depending on the application. Our oil free high pressure compressors with ISO-8573-1, Class 0 approval are very well suited for PET & Plastic industries.